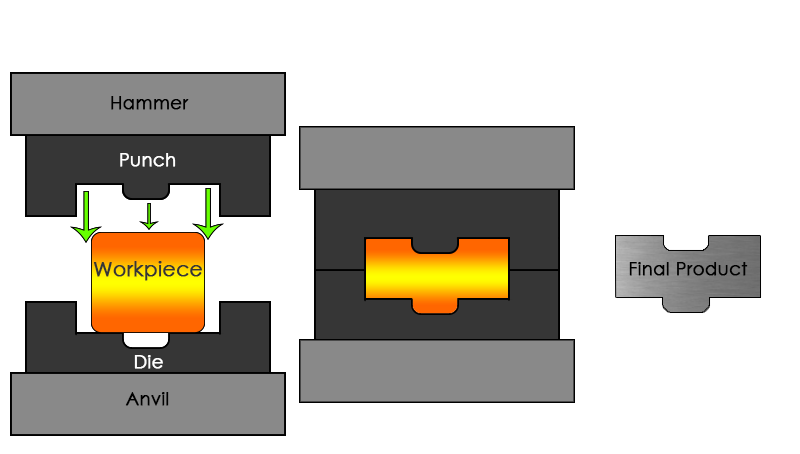
Closed Die Forging— A Lasting Impression:
Closed-die forging (also known as impression-die forging) applies pressure and heat to forge a piece of metal into filling an enclosed die. Once the metal has been heated to malleable temperature, the upper and lower dies will press together, forcing the metal to fill up the impression.
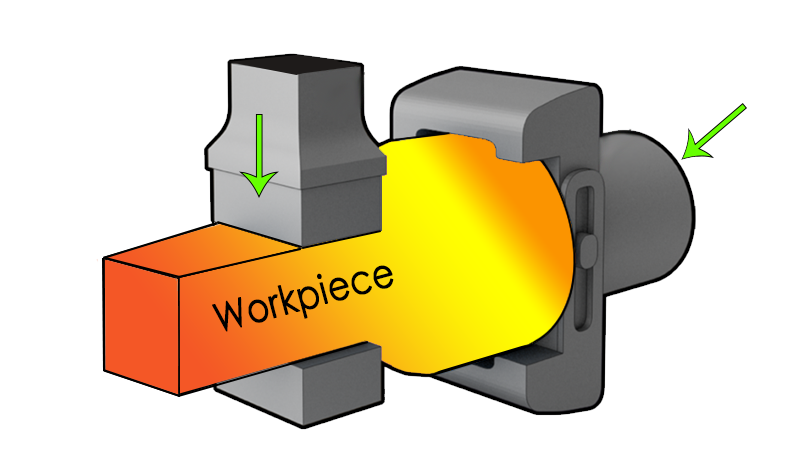
Open-Die Forging—Cause I’m Free, Free Forging:
Open-Die forging is also known as free forging. The heated workpiece is pressed between two dies that do not entirely enclose the metal. These dies hammer and stamp the metal repeatedly while the operator manipulates the part to alter its dimensions until the desired shape is achieved. This technique has been traditionally used by blacksmiths and an older manufacturing process.
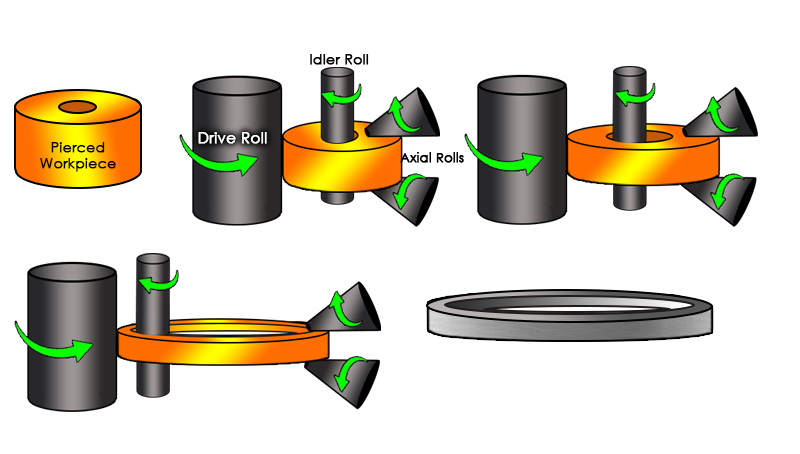
Rolled Ring Forging—Spin Me Right Round:
Rolled ring forging starts with a workpiece that has already been pierced giving it a hollowed-out “doughnut” shape. Once the piece is heated, it will undergo opposing forces from a driver roll, idler roll and axial rolls, which are simultaneously rotating. The workpiece is placed on an idler roll, and slowly moves toward the driver roll, which will increase the diameter of the metal ring and cause a reduction of the wall thickness. The axial rolls control the desired height of the ring. The process produces a seamless rolled ring that can be used for a myriad of products such as gears, valves, clutches and bearings.